Mga pagtutukoy at pamamaraan ng pag-install ng mga pipe ng profile

Ang isang modernong materyales sa gusali ay isang profile pipe na inaalok ng industriya ng metalurhiko. Ang produksyon ng conveyor ng mga pangunahing tubo ay nagsimula sa kalagitnaan ng huling siglo, ngunit ngayon lamang ang paggamit ng naturang materyal ay naging may kaugnayan sa gawaing pagtatayo.


Mga espesyal na tampok
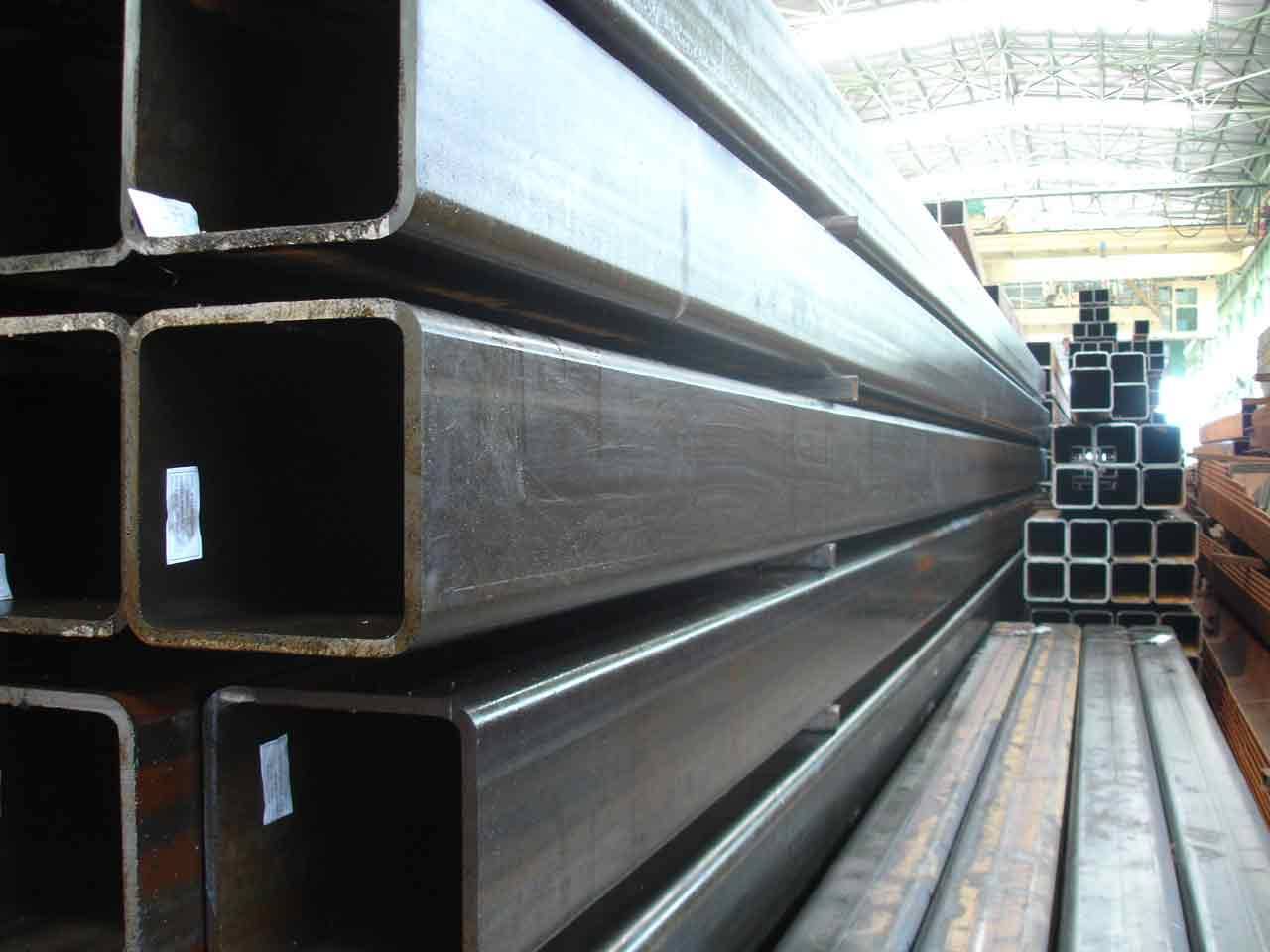
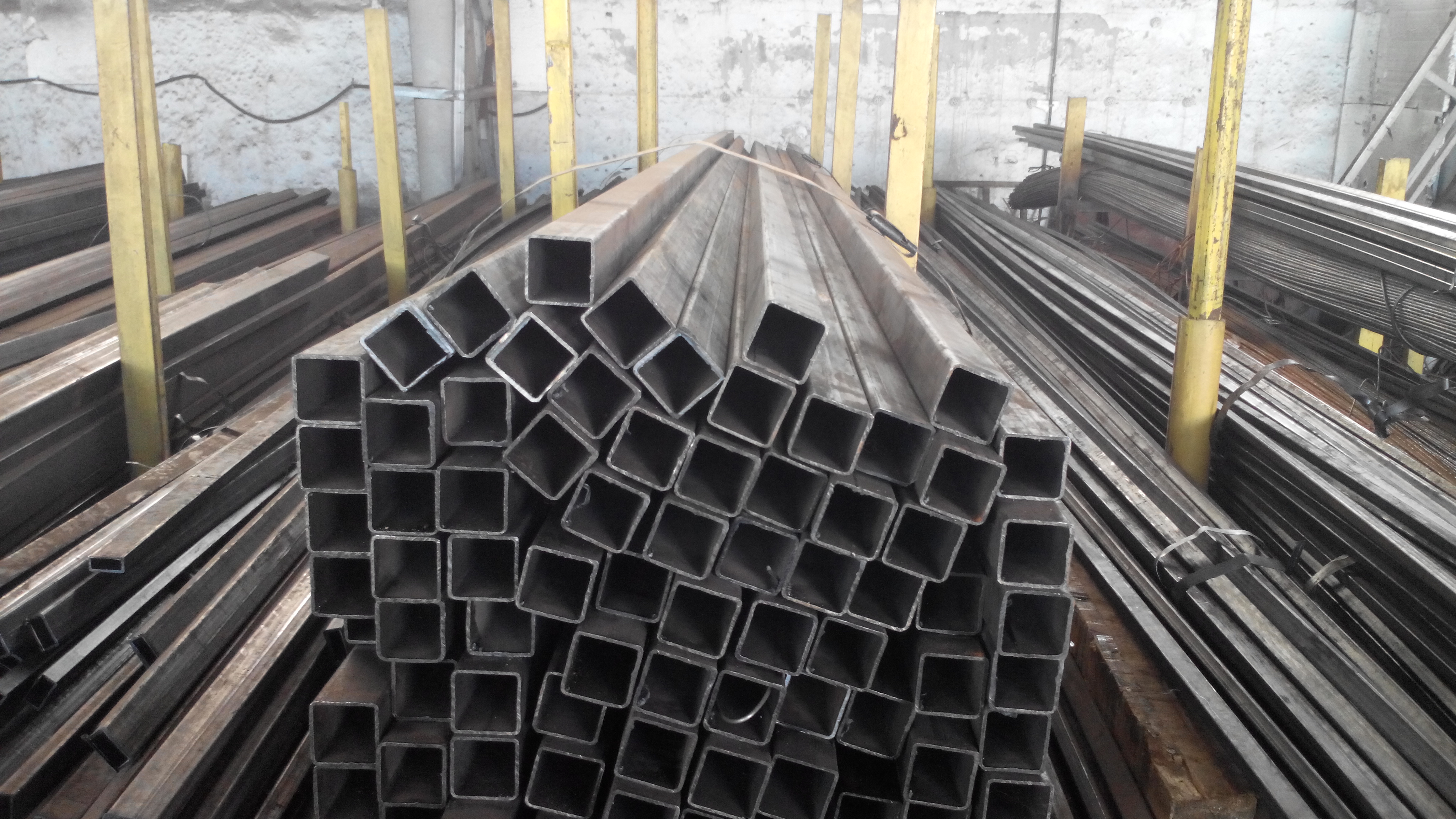
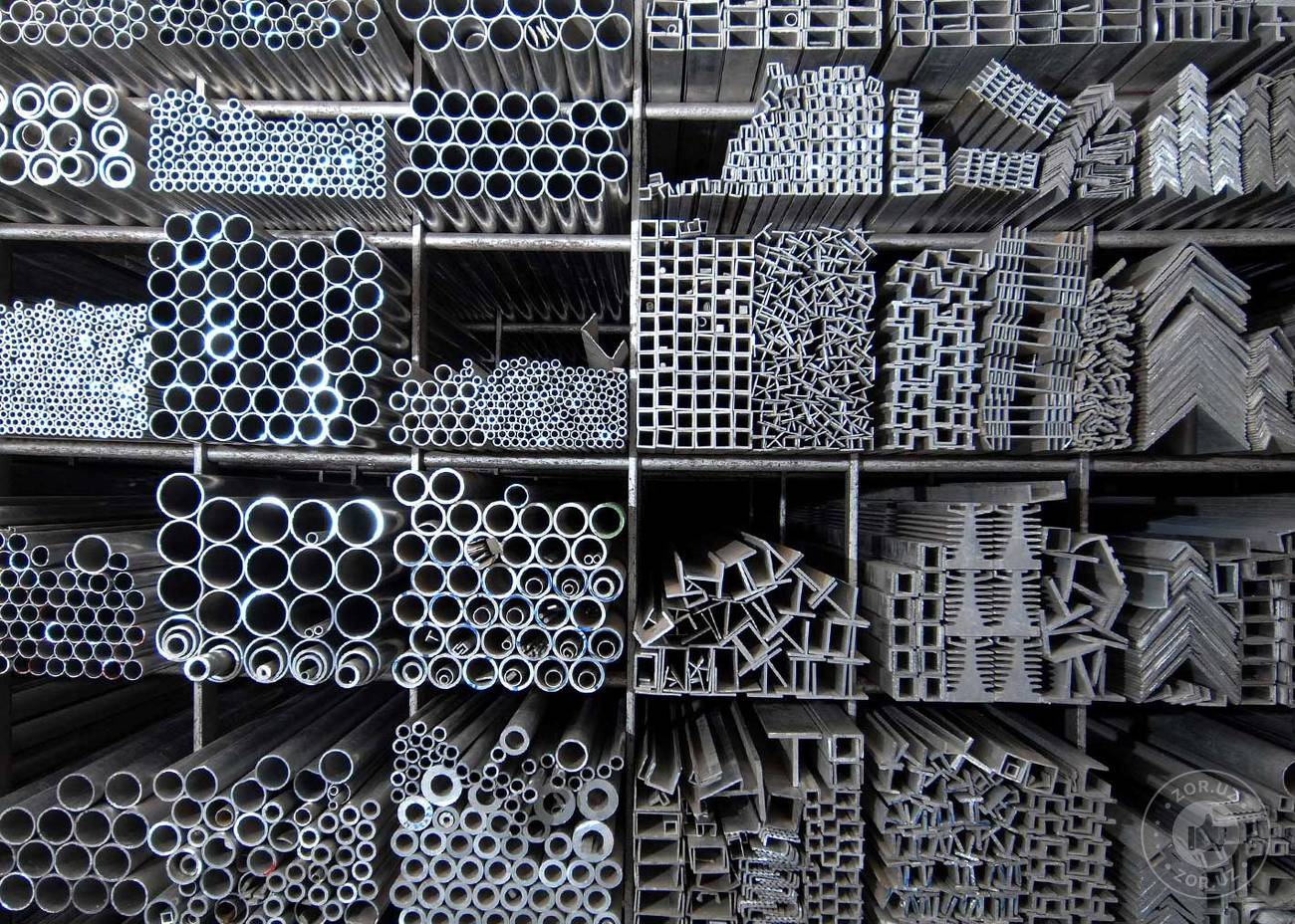
Ang walang laman na pipe pipe ay maaaring magkaroon ng iba't ibang mga seksyon, halimbawa, square at kahit na hugis-itlog. Ginagawa ang mga ito gamit ang iba't ibang mga materyales.
Maaaring ito ay:
- hindi kinakalawang na asero;
- carbon steel;
- mababang haluang metal bakal;
- plastic.
Kung tungkol sa proseso ng pagmamanupaktura ng naturang mga tubo, binubuo ito sa pagpapalit ng mga ikot na seksyon sa kinakailangang form: square, oval o rectangle. Sa paggawa ng ginamit na guhit, na isang uri ng billet ng metal, o isang materyal na kalaunan ay magagamit para sa pagmamanupaktura. At sa gayon ang tubo na nasa tapos na form na may tulong ng espesyal na kagamitan ay nakakakuha ng kinakailangang hugis sa seksyon.
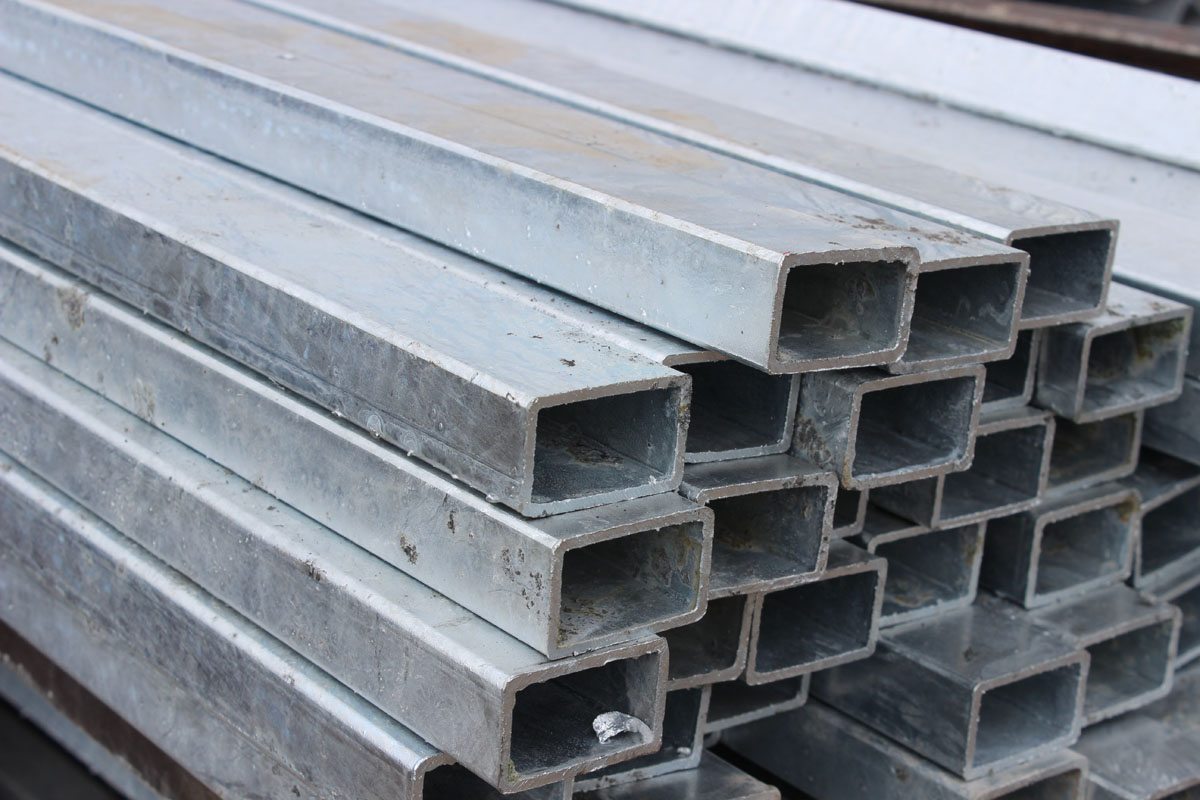

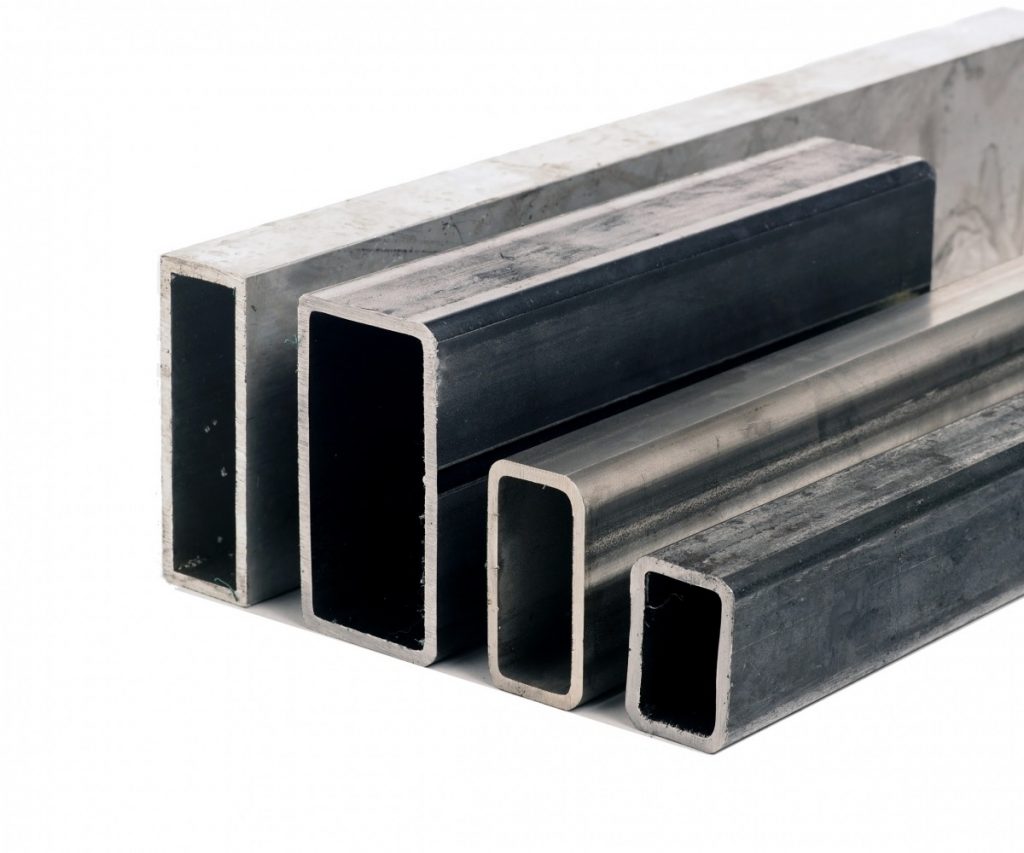
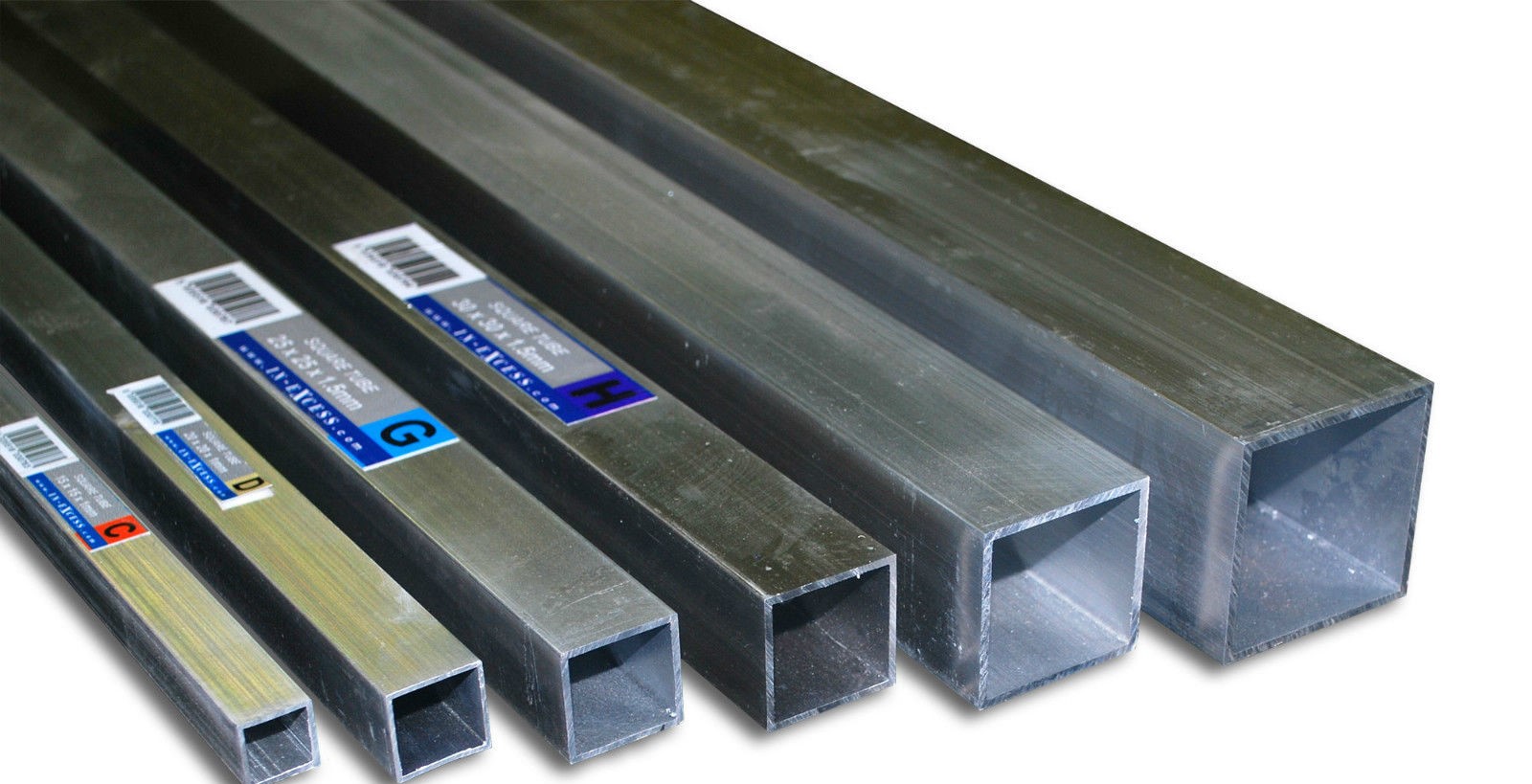
Ang hugis tubo ay maaaring maging aluminyo, metal, galvanized. Bilang karagdagan, ito ay naiiba sa hitsura - maaari itong maging panlabas parisukat, hugis-parihaba, kabilang ang makapal na pader at manipis na pader. Ang view ng profile ay may magkakaibang cross section. Ang pinakamaliit na seksyon ng pipe ng profile ay 1x1 cm, ngunit ang maximum na laki ng seksyon ay maaaring umabot ng 50x40 cm. Tulad ng sa kapal ng produktong ito, maaari itong maging 1 mm at maabot ang 2.2 cm. Ang mga uri na ito ay makatiis sa maximum na pagkarga, dahil ang flat surface ay kahit na namamahagi ito sa segment. Ang bigat ng naturang produkto ay maliit dahil sa ang katunayan na ang tubo sa gitna ay walang laman. Kaya, ang gawaing disenyo ay higit na mas magaan sa timbang.

Ang mga profiled pipe ay ginagamit:
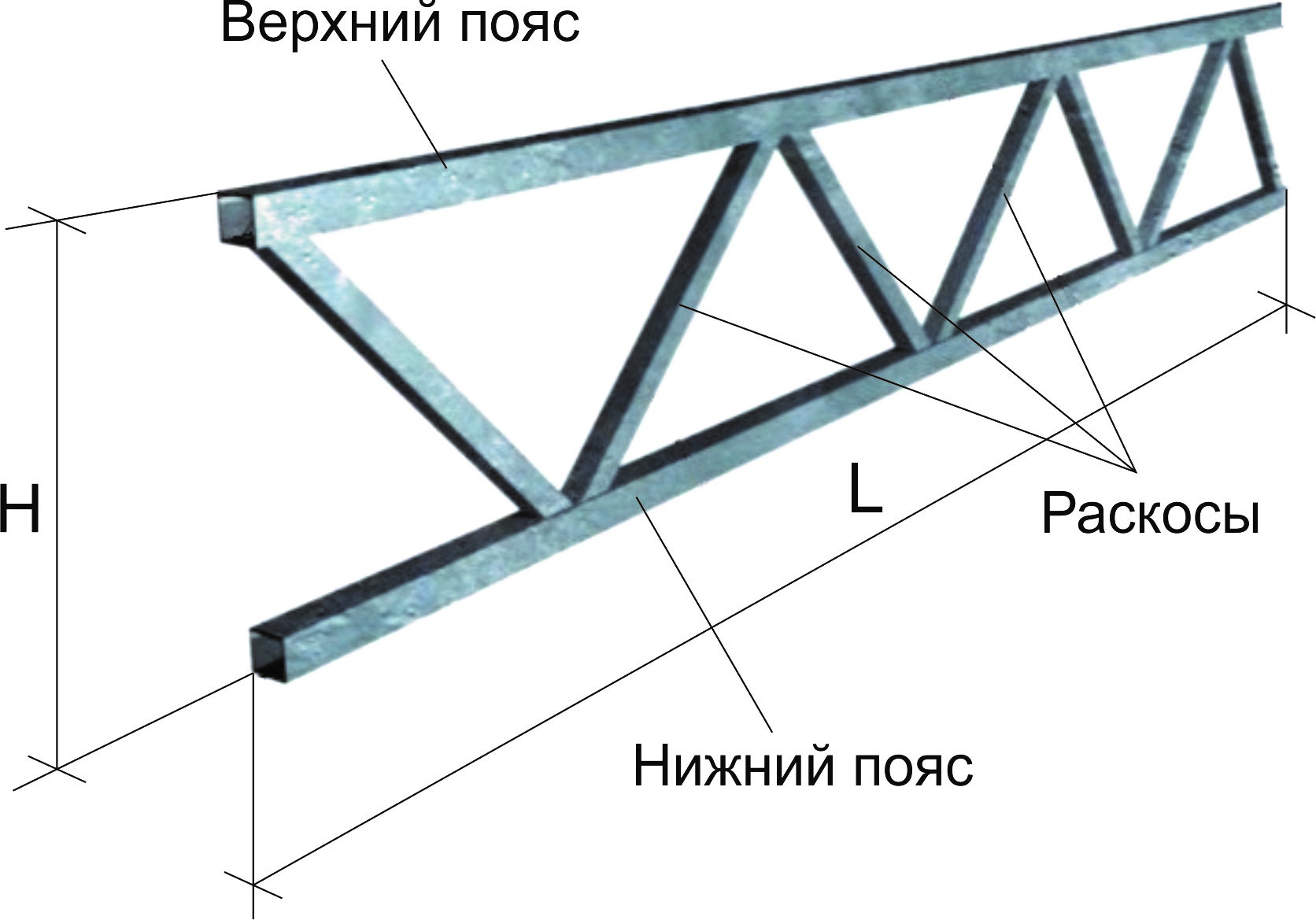
- para sa pagtatatag ng isang balangkas para sa pagtatayo sa hinaharap;
- para sa pag-aayos ng mga platform at malalaking istadyum;
- para sa pagtatayo at pagbabagong-tatag ng mga arko at mga tulay;
- para sa pagtatayo ng mga espasyo sa mga plots ng sakahan;
- bilang batayan ng mga billboard;
- para sa pagtatayo ng mansard o gusali ng mababang uri;
- para sa pagtatayo ng mga partisyon o mga lugar para sa pang-industriyang paggamit.



Napakahalaga sa gawain ng masa ng materyal. Upang maunawaan kung gaano kalaki ang tubo at kung angkop ito sa kinakailangang trabaho, ikaw ay matutulungan ng isang mesa kung saan ang tagagawa ay nakakabit sa bawat tatak ng tubo. Batay sa kanyang data, maaari mong matukoy kung magagawa ba nito ang pagyuko sa bahay. Dapat pansinin na ang materyal na ito ay pangunahing sa ilang mga gawaing konstruksiyon at sa mga istruktura. Maaari itong magamit upang maisaayos ang balangkas ng pagsanib ng gusali ng bodega. Kaya makakuha ng maaasahan at medyo abot-kayang disenyo.
Kung ang plantsa ay dinisenyo mula sa mga tubo ng profile, maaari kang madaling makapunta sa harapan ng anumang gusali para sa pag-aayos o nakaharap sa mga gawa.


Dahil sa ang katunayan na ang mga tubo ng ganitong uri ay madaling konektado sa isang maikling panahon, sa kanilang paggamit maaari kang mag-install ng isang tower crane at hindi mo na kailangang gumamit ng mabigat na makinarya.
Tulad ng para sa mga tampok ng materyal na ito, kabilang dito ang mga sumusunod:
- ang paggamit ng mga tubo ay isang magastos na pagpipilian, dahil ang pagtatayo ng mga malalaking gusali ay nangangailangan ng kaunting materyal;
- ang bilis ng pag-install at ang liwanag nito ay isang makabuluhang bentahe, na nagbibigay-daan sa iyo upang bumuo ng isang malaking gusali sa isang maikling panahon;
- sa paggawa ng mga tubo ng uri ng profile mag-apply anti-kaagnasan paggamot, na kung saan ay ganap na angkop para sa sanitary at malinis na pamantayan;
- Ang isa pang katangian ng mga profile ng pipe ng profile ay ang kapalit ng isa sa buong istraktura, dahil sa ganoong trabaho ay hindi na kailangang i-disassemble ito sa nasira na seksyon, at sapat na upang alisin ang lumang tubo at i-install ng bago sa parehong lugar



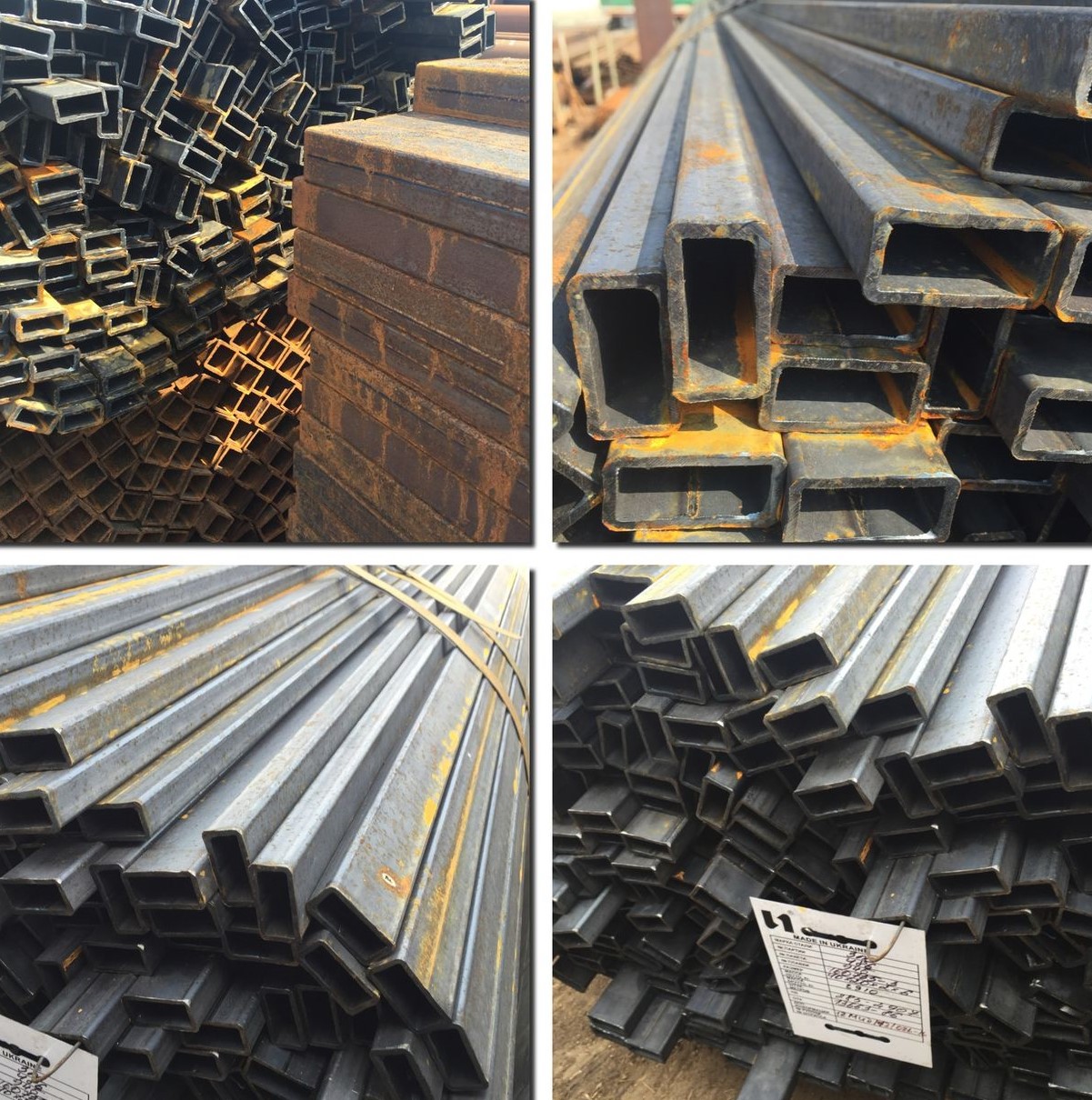
- ang kadalian ng transportasyon ay nabibigyang-katwiran sa pamamagitan ng ang katunayan na ang mga tubo ay parisukat o hugis-parihaba sa hugis at sa gayon ay ligtas na naayos sa isang posisyon;
- tulad ng mga tubo ay lumalaban sa mataas na naglo-load at sa baluktot;
- ginagawang posible ng kanilang paggamit ang disenyo ng mga istruktura ng anumang uri ng pagiging kumplikado.



Dahil sa ang katunayan na ang mga tubo ng uri ng profile ay may mga tampok na higit na lumalampas sa mga opsyon na may isang circular cross section, nakakuha sila ng katanyagan at naging may-katuturan para sa paggamit para sa iba't ibang mga layunin. Ngunit marami ang itinuturing na mataas na halaga ng naturang produkto at ang mababang antas ng paglaban ng kaagnasan ay isang kawalan.
Mga Pananaw
Ito ay mas mahirap upang gumawa ng proftruby, kaysa sa mga pagpipilian sa seksyon ng pag-ikot. Ang proseso ng pagmamanupaktura sa kasong ito ay nagaganap sa maraming yugto. Sa unang yugto, binibili ng halaman ang isang semi-tapos na produkto, katulad ng mga metal tape na may kapal na magiging kapal ng mga pader ng tapos na profile pipe. Susunod, ang teyp ay hindi matutugtog, gumawa ng pahaba, pagputol, pagputol ng mga dulo ng mga piraso, magsagawa ng welding work at ilagay ito sa mga kagamitan sa imbakan. Ang kagamitan na ito ay gumagawa ng isang tubo na may isang circular cross section, pagkatapos ay naka-install ito sa isang molding machine. Ang makina na ito ay nagsasagawa ng paunang hinang ng mga seksyon ng tubo at naglulunsad ng kagamitan na nagsasagawa ng pagpoproseso ng temperatura at bumubuo ng isang seksyon ng profile ng isang bilog na tubo.
Pagkatapos makumpleto ang produksyon, ang produkto ay nasuri para sa pagsunod sa mga pamantayan ng GOST. Para sa ganitong pagsusulit, ang pagtuklas ng kapintasan ay ginaganap, ang produkto ay sinusuri nang mabuti at ang mga sukat ay nasuri. Sa huling yugto, ang mga piping na ginawa ay pinutol sa ilang mga piraso at nakaimpake.
Ang proseso ng pagmamanupaktura ay maaaring magkaiba, dahil ang mga tubo ay maaaring walang tahi, mainit na pinagsama at malamig na pinagsama. Bilang karagdagan, kahit na ang teknolohiya para sa paglikha ng mga materyal na may seksyon ng profile ay maaaring iba.
Uri ng pipa:
- Walang tahimik na init. Ang pagpipiliang ito ay may mataas na lakas, paglaban sa kaagnasan.
- Ang profile cold-rolled. Dinisenyo upang mapaglabanan ang malaki at regular na presyon. Bilang karagdagan, ang produktong ito ay may mahusay na tagapagpahiwatig ng density.
- Welded sa seksyon ng uri ng profile. Ang uri na ito ay may isang mahusay na tagapagpahiwatig ng density at dinisenyo para sa pang-matagalang operasyon.
Kung pinag-uusapan natin ang mga lugar ng paggamit ng mga tubong iyon, ang mga nabibilang sa standard variety ay maaaring gamitin para sa piping, paghila ng mga kagamitan sa kable, pagtatayo ng plantsa, at bilang isang bakod para sa isang partikular na seksyon. Ang mga tubo ng puno ng kahoy ay ginagamit upang bumuo ng isang pipeline kung saan ang mga patak ng presyon ay maaaring mangyari. Mayroon ding varieties ng init na lumalaban na ginagamit sa industriya ng industriya at pagkain, at mga espesyal na tubo ng uri ng profile, na ginagamit sa proseso ng paglikha ng mga bahagi para sa mga sasakyan. Tulad ng para sa mga tubo, na ginagamit sa proseso ng pagtayo ng mga gusali, ang mga ito ay mga uri ng istruktural na profile. Sa tulong nila sa pagtatayo ng pangangailangan na gumamit ng mga crane at iba pang mabibigat na kagamitan para sa pagtatayo ng mataas na pagtaas.



Hiwalay, isaalang-alang ang hugis ng tubo. Ang mga ito ay ginawa sa isang hugis-itlog, hugis-parihaba, parisukat at patag na seksyon. Bilang karagdagan, naiiba ang mga ito sa materyal. Maaari itong maging metal o plastic. Ang Metal ay ang pinaka-demand na materyal, dahil ito ay matibay. Tulad ng para sa plastic, ang katatagan nito ay mas mababa, ngunit ang presyo ay mas katanggap-tanggap.
Mga yugto ng produksyon
Ang proseso ng pagmamanupaktura ng isang tubo ay binubuo ng ilang mga yugto:
- pagpoproseso ng resultang strip;
- produksyon na may isang ikot na seksyon;
- baguhin mula sa pag-ikot hanggang sa hugis;
- pagsasagawa ng paggamot sa init at pagputol sa mga kinakailangang dimensyon;
- kontrolin ang pagsunod sa GOST.

Ang materyal para sa paggawa ng pipe ng profile ay inihatid sa planta sa anyo ng mga metal roll. Ang mga rolyo ay hindi tinatanggal at pinutol sa isang slitting machine. Matapos ang roll ay i-cut sa kinakailangang lapad, ang mga piraso ay welded sa isang mahaba at sugat sa drum. Ito ay kinakailangan upang ang paggiling machine ay hindi pagtigil sa pag-andar. Kaya, maiiwasan ang mga pagkabigo sa produksyon.


Pagkatapos nito, ang billet ay fed mula sa dram sa bumubuo ng machine, na gumagawa ng isang billet ng isang pipe na may isang circular seksyon ng cross. Sa yugtong ito, ang isang tubo ay nakuha na hindi isinara ng isang tahi. Ito ay nasa yugto ng pagbuo ng blangko na ang metal ay sumasailalim sa paggamot ng init. Pagkatapos ng pagproseso, ang workpiece ay naka-install sa kiskisan para sa hinang, na hinangin ang tubo. Ang welding mismo ay isinasagawa sa isang paraan ng oven, ibig sabihin, gamit ang shielding gas o paggamit ng kasalukuyang mataas na dalas. Tulad ng para sa tahi, maaari itong maging tuwid na uri o spiral. Para sa pagiging maaasahan at matibay ang welding seam, pinalalabas ng makina ang mga gilid ng pinagtahian. Sa ganitong paraan, ang isang burr ay nakuha - ang labis na drips ng tunaw metal ay pinindot sa ibabaw ng profiled pipe, ang dagdag na burr ay inalis gamit ang isang pamutol, at sa dulo ng yugtong ito ang tubo ay pinalamig ng isang komposisyon ng emulsyon.

Sa susunod na yugto, ang kinakailangang cross-seksyon ng profiled pipe ay nabuo mula sa isang pabilog na seksyon ng tubo. Ang pamamaraang ito ay nagaganap sa isa o sa dalawang magkakaibang paraan. Halimbawa, kung may pangangailangan na lumikha ng isang tubo na may isang hugis-oval o flat na seksyon, pagkatapos ay para dito, dapat na ipasa ang workpiece sa mga roller ng uri ng pagkakalibrate. Ang mga ito ay idinisenyo upang ihanay ang workpiece kasama ang buong haba. Kung mayroong isang pangangailangan para sa isang parisukat, hugis-parihaba, o anumang iba pang mga seksyon, pagkatapos ay isa pang hakbang ay idinagdag sa nakaraang hakbang - laktawan ang workpiece sa pamamagitan ng isang profiling machine. Siya ay nasa awtomatikong mode na bumubuo sa seksyon na itinatag sa kontrol.
Sa katapusan ng produksyon, ang resultang tubo ay gupitin sa mga segment ng parehong haba, isang pag-aaral ay isinasagawa para sa pagsunod sa mga pamantayan at, kung ang lahat ay magkasya magkasama, ay nakaimpake at ipinadala sa addressee.

Upang ang karagdagang tubo protektado, malamig o mainit na galvanisasyon ay isinasagawa. Kung ang mainit na galvanisasyon ay gumanap, pagkatapos ay ang pipe ay nalinis at nilusot sa isang paliguan na may kumukulong sink, at kung ang malamig na pamamaraan ay ginagamit, pagkatapos ay inilapat ang isang layer ng powder o polymer paint sa ibabaw ng produkto.
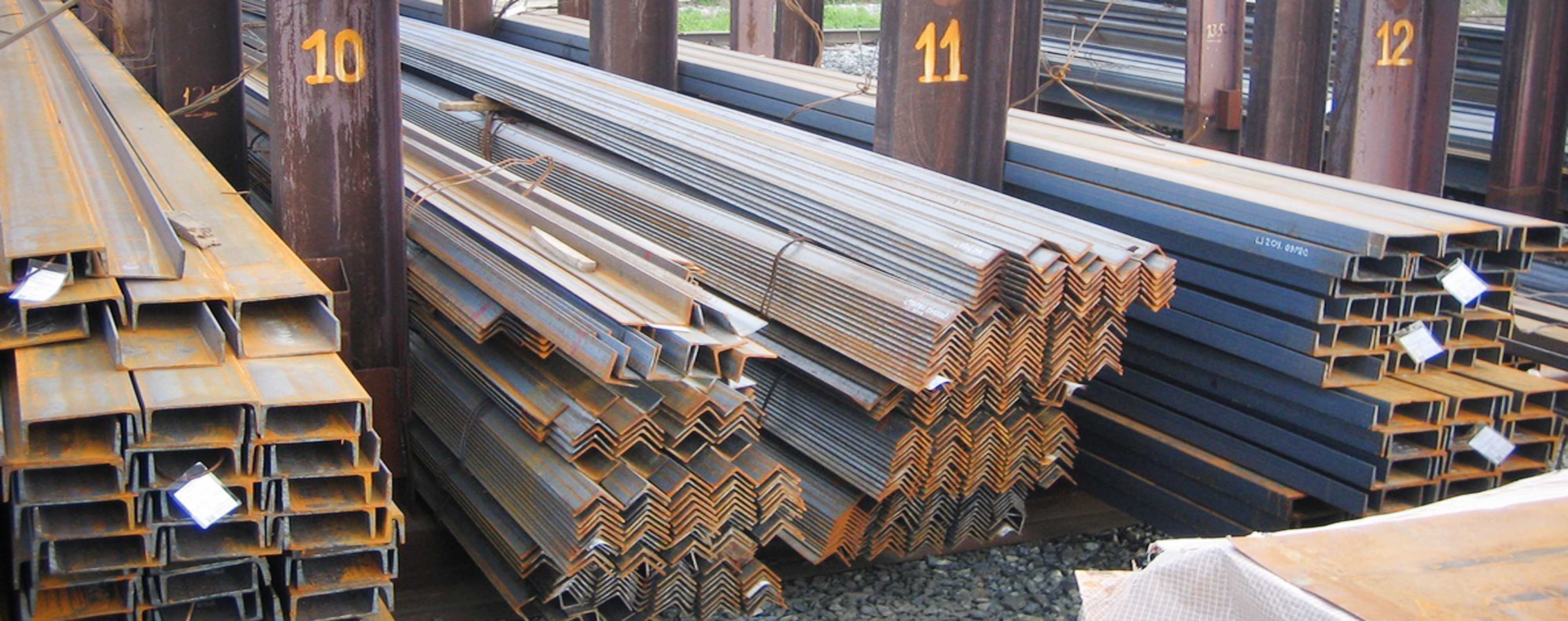
Mga Sukat
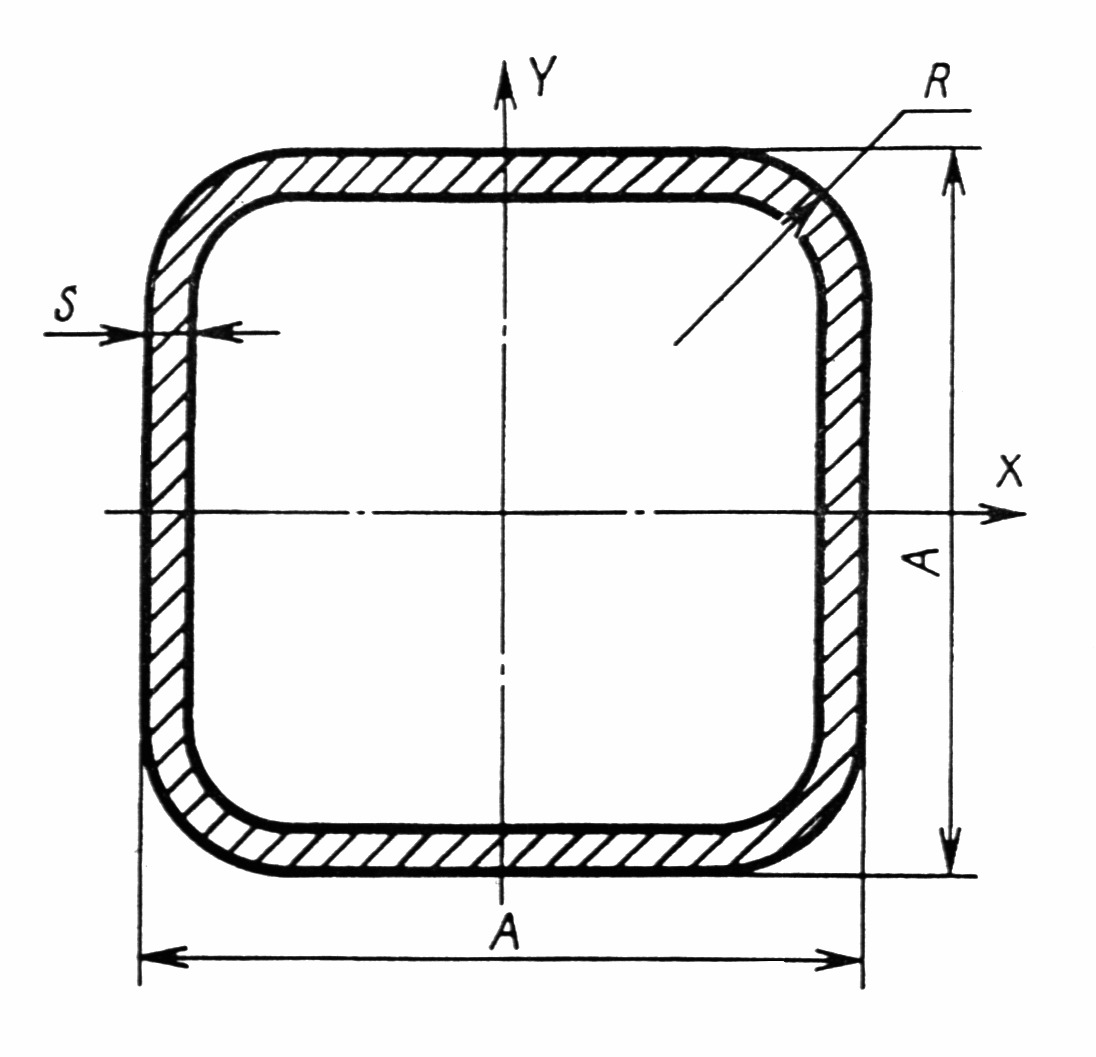
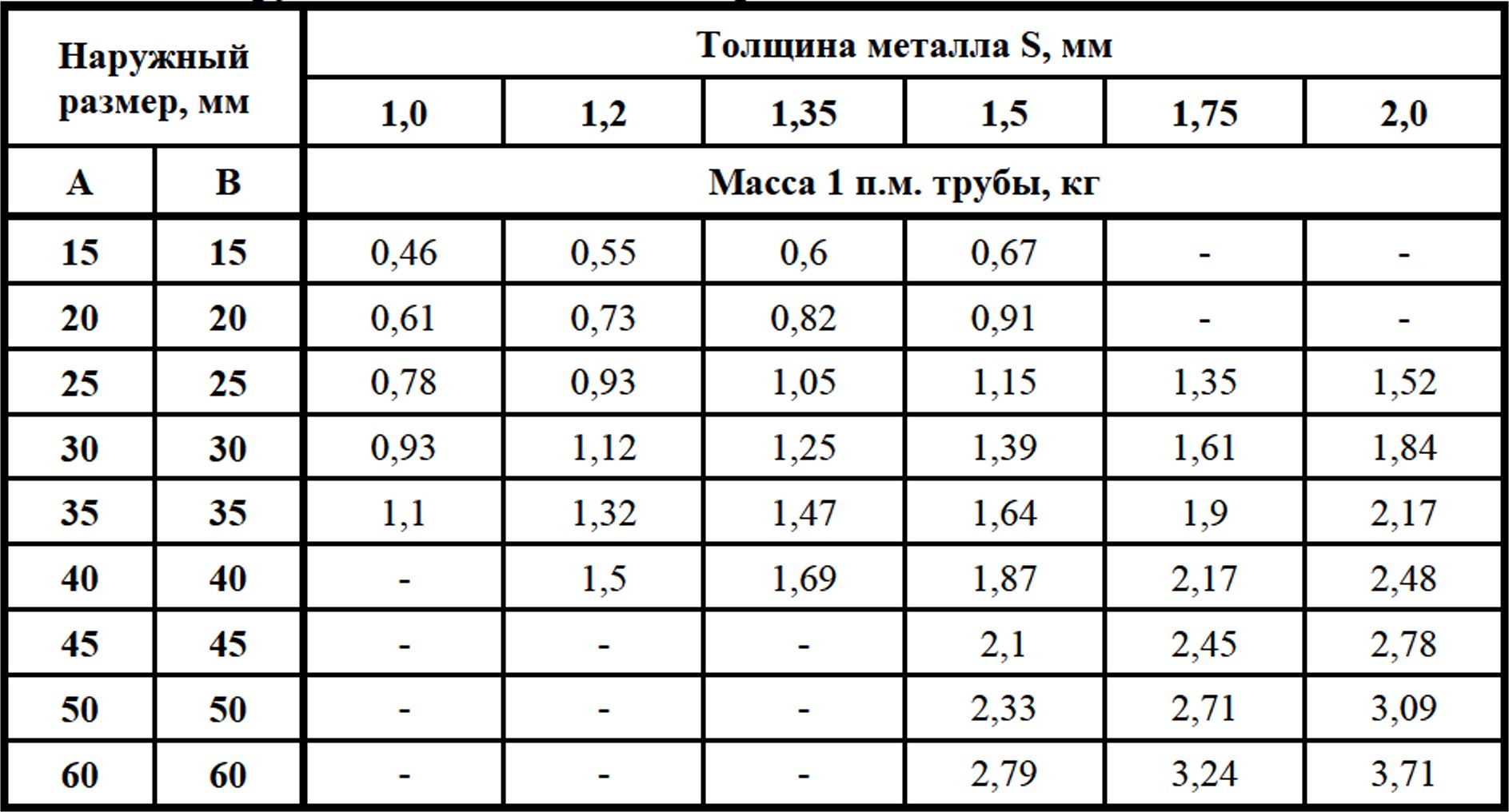
Ayon sa mga pamantayan, ang mga laki ng mga tubo ng iba't ibang mga seksyon ay kinakalkula batay sa mga hilaw na materyales na ginagamit para sa kanilang paggawa. Ang metal na ito ay may density na 7.85 gramo bawat parisukat na sentimetro. Para sa mga pipa na may seksyon ng profile, mayroong ilang mga pamantayan na tinukoy sa GOST 8645-68.
Ang mga kinakailangan ng produkto ay:
- ang panlabas na pader ay may haba na 1.5 hanggang 18 cm;
- Ang panlabas na lapad ay maaaring mula sa 1 hanggang 15 cm;
- Ang kapal ng pader ay maaari ding maging 1 mm hanggang 1.2 cm;
- Ang seksyon ay maaaring ang pinaka-magkakaibang;
- ang timbang ay kinakalkula sa metro, halimbawa, ang isang metro ay maaaring maging 300 gramo at 55 kilo, ang lahat ay depende sa seksyon ng pipe.

Sa gayon, ang profile tube na may square cross section ay maaaring gawin ayon sa GOST, na nagpapahintulot sa paggawa ng mga tubo na may panlabas na mga buto mula 1 hanggang 18 cm ang haba at ang kapal ng pader ay 1 hanggang 6 mm. Sa kasong ito, ang cross-sectional area ay maaaring mag-iba mula sa 0.343 cm2 hanggang 90 cm2. Ang timbang ay maaaring mula sa 269 gramo bawat 1 metro at hanggang sa 70 kg bawat 1 metro.
Kung ang isang disenyo na may isang bilog na seksyon ng cross ay ginawa, pagkatapos ay sa paggawa ng naturang mga produkto ito ay pinapayagan na gumamit ng mas malaki at mas maliit na laki. Tulad ng para sa mga malalaking sukat, ang kanilang lapad ay maaaring mula sa 6 mm hanggang 9 cm, at ang mas maliit na lapad ay maaaring mula sa 3 mm hanggang 50 mm.Ang kapal ng mga pader ay maaaring mula sa 0.5 hanggang 2.5 mm. Gayundin sa produksyon na ito, ang isang panlabas na lapad ng 5 mm at hanggang sa 11 cm ay pinapayagan. Kung ang tubo ay ginawa ayon sa mga parameter na ito, ang timbang ng isang metro ng produkto ay maaaring umabot ng 4 kg.
Tinutukoy ng GOST ang mga sukat at iba pang mga parameter ng mga tubo na pinaka-demand sa mga mamimili. Sa paggawa ng gayong mga tubo para sa isang solong customer na may isang malaking bilang ng mga produkto, ang isang hiwalay na probisyon sa GOST ay maaaring talakayin.
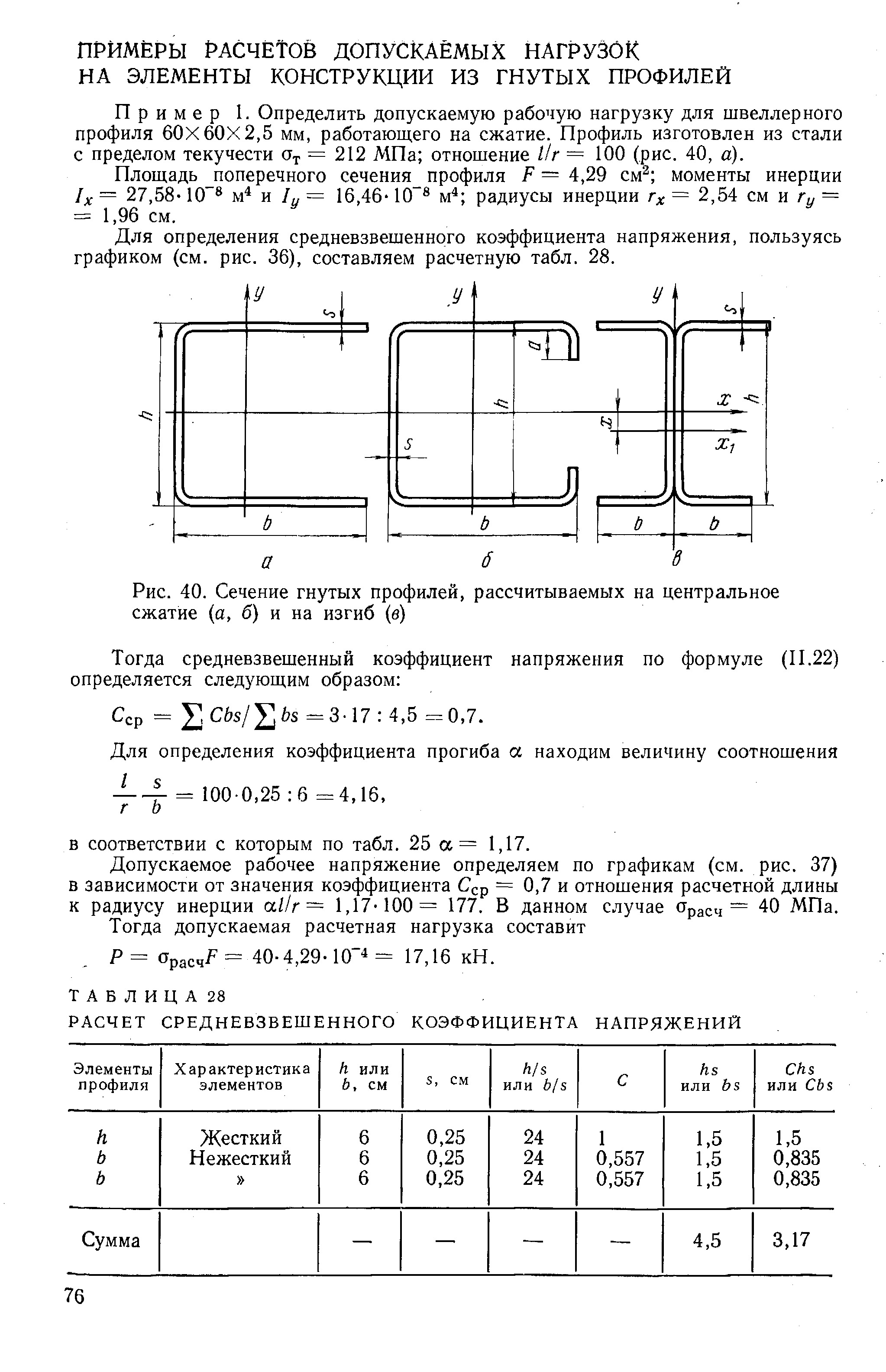
I-load ang pagkalkula
Kapag pumipili ng mga pipe ng profile, dapat malaman ng bumibili kung gaano kahalaga ang kalkulahin ang mga parameter at naglo-load para sa mga sumusuporta sa mga istraktura. Ngunit hindi alam ng lahat kung paano maayos na magsagawa ng mga naturang kalkulasyon at bumili ng isang tubo ng naturang seksyon ng krus upang ang mga naglo-load ay angkop para sa hinaharap na pagtatayo. Kung ang isang railings, fences o greenhouses ay constructed mula sa pipe, posible na gawin nang walang pagkalkula, ngunit kung ang isang canopy, isang bubong, isang visor, atbp, ay constructed mula sa mga pipe, at pagkatapos ay kinakailangan upang isagawa ang tumpak na mga kalkulasyon.
Ang anumang materyal ay may mga katangian upang mapaglabanan ang ilang mga naglo-load. Sa kasong ito, walang pagbubukod at ang bakal mula sa kung saan ang mga tubo ay ginawa gamit ang seksyon ng profile. Kung ang istraktura ay maaapektuhan ng tamang pag-load, pagkatapos ay magagawang makatiis ito, ngunit, sa kasamaang-palad, ito ay yumuko. Ngunit pagkatapos alisin ang timbang mula sa konstruksiyon, ibabalik ito sa orihinal na posisyon nito. At kung lumagpas ka sa pinapayagan na pag-load, pagkatapos ay yumuko ito at pagkatapos mong alisin ang timbang, mananatili ito sa isang baluktot na posisyon.

Kapag nagsasagawa ng mga kalkulasyon ng pagkarga, kinakailangang isaalang-alang ang mga sumusunod na parameter:
- sukat ng tubo at uri ng seksyon;
- mga parameter ng konstruksiyon ng stress;
- ang kalidad ng source code mula sa kung saan ang tubo ay gagawin;
- mga uri ng mga posibleng mga naglo-load na ang pipe konstruksiyon ay dapat makatiis.

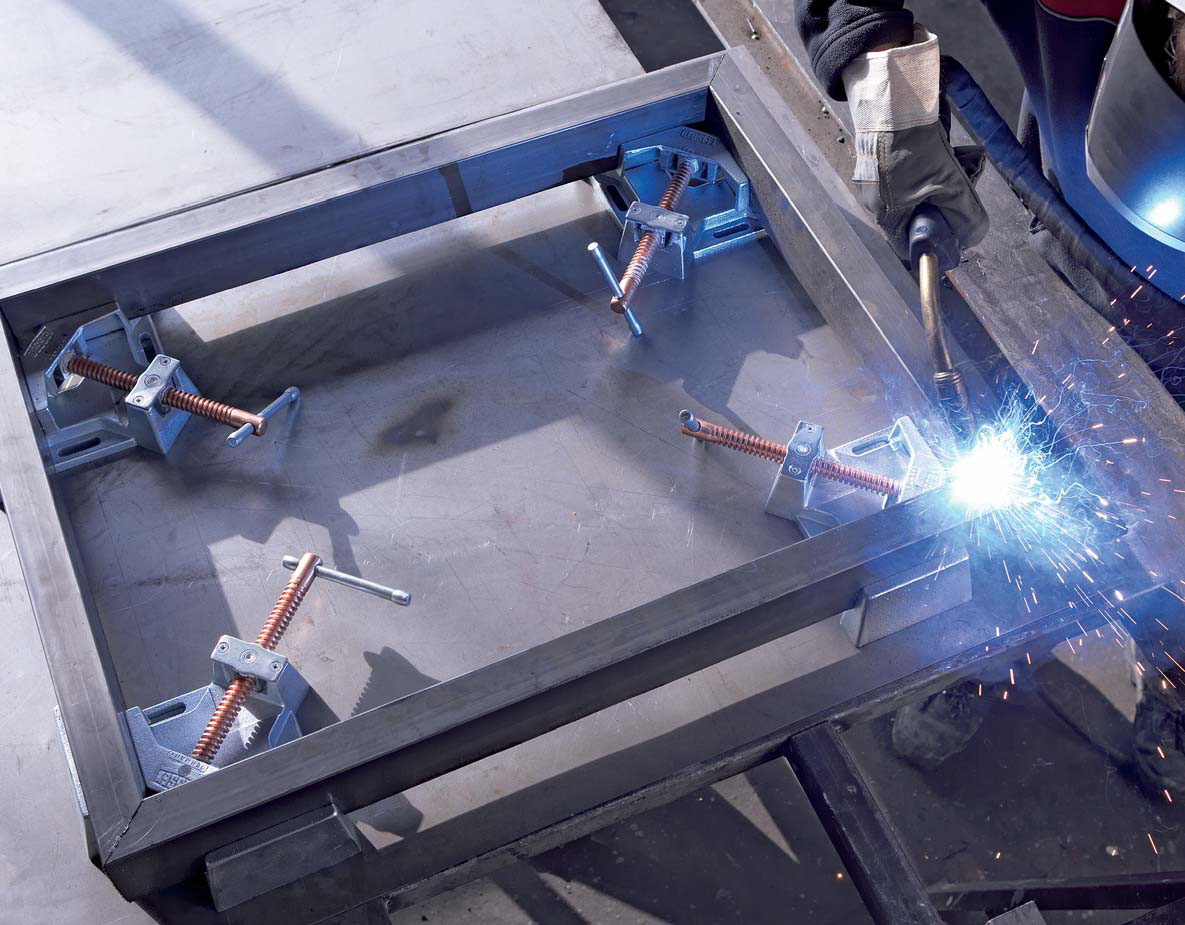
Assembly
Ang mga uri ng profile ng tubo ay nilikha ayon sa mga pamantayan na itinatag ng GOST. Nagbibigay ito ng pagkakataong gamitin ang materyal bilang batayan ng mga sumusuporta sa istruktura. Upang maitayo ang istraktura sa isang maikling panahon, ang mga espesyalista ay bumuo ng mga espesyal na fastener. Maaari itong maging clamps, o iba't ibang mga plato at clamps. Sa modernong konstruksiyon, ang mga attachment ng alimango ay kadalasang ginagamit. Maaari silang pagsamahin ang ilang mga materyales. Maaari silang maging X-, G- at T-shaped. Gumawa ng mga naturang fasteners mula sa galvanized steel. Ang pangunahing bentahe ng naturang sistema ng pangkabit ay binubuo ng dalawang mga bahagi, na posible upang ganap na balutin sa paligid ng mga produkto at ayusin ang mga ito nang ligtas.
Gumamit din ng isang sistema ng clamps at fittings na kung saan upang ikonekta ang pipe. Ang mga konektor ay mga cross-shaped, triple at angular shapes. Ang isang cross at isang katangan ay maaaring kumonekta sa ilang mga tubo, at sa tulong ng isang sulok maaari mong yumuko ang istraktura.

Kung mayroong ilang mga uri ng mga fastener, hindi mo magagamit ang hinang, na kung saan ay maginhawa kapag nagdidisenyo ng isang maliit na laki ng konstruksiyon, halimbawa, mga tolda at katulad na maliliit na bagay.
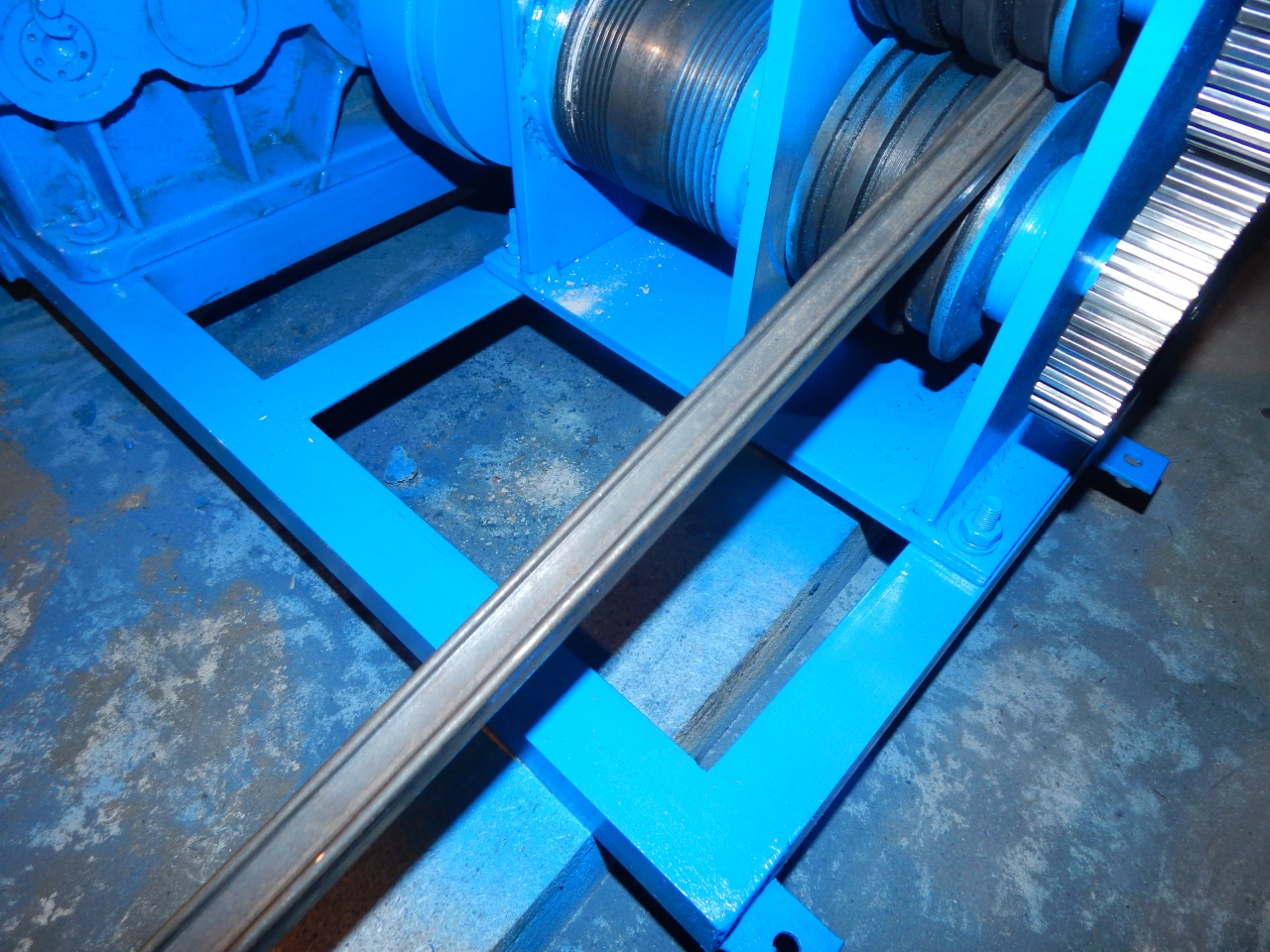
Mga Tip
Upang gawin ang mga tubo, na isinasaalang-alang sa artikulong ito, gumamit ng mga espesyal na roller. Maaari silang magkaroon ng mahusay na kapangyarihan, sa tulong ng kung saan ang mga pipe sa ilalim ng naitatag na seksyon ay deformed. Kung gusto mong gumawa ng tubo ng ganitong uri, na hindi magkakaroon ng isang malaking pagkarga, halimbawa, para sa paggawa ng mga kasangkapan o mga greenhouses, pagkatapos ito ay sapat na upang bumili ng isang maliit na makina na maaaring gumawa ng isang metal profile. At kung kinakailangan upang gumawa ng mga pipe ng profile na makatiis ng ilang mga naglo-load, iyon ay, ito ay gagamitin para sa disenyo ng mga sumusuporta sa mga istraktura, pagkatapos ay mayroon na ng isang pangangailangan upang bumili ng mga yari na handa na ginawa gamit ang isang espesyal na teknolohiya at sa pabrika.


Ang paggawa sa pabrika ay nagaganap ayon sa mga sumusunod na hakbang:
- Ang planta ay tumatanggap ng mga malalaking skeins ng bakal na bakal, na pinutol sa mga piraso na tumutugma sa seksyon ng tubo na ginawa;
- pagkatapos, gamit ang isang welding machine, ang lahat ng mga piraso ay konektado sa isang mahabang strip, na sugat sa isang drum;
- pagkatapos ay ilagay ang tape na ito sa makina, na bumubuo sa strip sa isang pipe na may isang pabilog cross seksyon;
- pagkatapos nito, ang mga blangko ay welded sa isang buong ikot na tubo;
- pagkatapos ay ang mga welded elemento ay cooled at naproseso;
- Pagkatapos ng pagproseso, ang mga tubo ay inilalagay sa isang makina na nakaayos na ang isang bilog na bahagi na may naka-install na cross-seksyon, samakatuwid ay, isang tubo na may isang parisukat, hugis-parihaba o hugis-itim na cross-seksyon.
Inirerekomenda ng mga eksperto ang paggamit ng 4 na roller sa paggawa ng isang square tube, at isang makina na may 2 rollers sa paggawa ng isang bilog na cross-section tube.

Gayundin, pagkatapos ng paggawa ng mga tubo, dapat silang masuri para sa pagsunod sa mga pamantayan ng GOST.
Upang gawin ito, gamitin ang mga pamamaraan ng pagkontrol na ito:
- Ang pamamaraan ng pagtukoy ng flaw detection, na nagpapakita ng mga tagapagpahiwatig ng pagiging maaasahan ng magnetic at elektrikal.
- Ang isang visual na pagsisiyasat ay nagpapakita ng posibleng pagkakaroon ng mga depekto, grooves, irregularities at katulad na pamantayan na hindi maaaring ibunyag ng naunang yugto ng pagpapatunay.

Sa pagtatapos ng pagsubok, ang istraktura ay pinainit at pinalamig. Samakatuwid, ang produkto ay sumasailalim sa paggamot sa init. Kung ang self-fabrication ay isinasagawa, ito ay pinakamahusay na ituturing na may mataas na temperatura gamit ang isang lampara uri ng blowtorch. Ngunit ito ay mas mahusay na hindi upang gumawa ng tulad ng isang tubo sa pamamagitan ng iyong sarili, dahil ito ay nangangailangan ng pagkakaroon ng 4 roll, pati na rin ang isang espesyal na machine na gumaganap ng trabaho na may isang mataas na antas ng ingay, na kung saan ay hindi katanggap-tanggap para sa mga kondisyon ng pamumuhay.
Kung ang isang pipe ay gawa sa isang parisukat na seksyon, pagkatapos ay ang produkto ay dapat na ganap na sumunod sa mga pamantayan ng GOST 8639-82. Kung mayroon itong isang hugis-parihaba na seksyon ng krus, dapat na sundin ang mga pamantayan ng GOST 8645-68, at kung ang tubo ay may isang bilog na seksyon ng cross, dapat itong sumunod sa GOST 8642-68. Ngunit pagkatapos ng produksyon, dapat itong masuri, dahil sa ganitong paraan ay maaari kang maging tiwala sa kalidad ng produkto.

Pinahintulutan ng mga pamantayan ng estado ang pagkakaroon ng mga naturang depekto:
- sa tuktok ng natapos na materyal ay maaaring maliit na nicks, dents, dross at bakas ng paglilinis ng scrap;
- Ayon sa mga pamantayan, ang isang maliit na mekanikal na pinsala, isang manipis na layer ng scale, residues ng metal stains at bakas pagkatapos ng pag-aalis ng mga depekto ay pinapayagan sa weld.
Pagkatapos ng produksyon at pagsisiyasat, ang mga dulo ay nababagay sa parehong sukat, ang pagbabawas ay isinasagawa nang mahigpit sa isang anggulo ng 90 degrees.
Kung ang mga nasabing mga bahagi ay gagamitin bilang isang materyal para sa paglipat ng mga likido sa ilalim ng presyon, pagkatapos ay kinakailangan na kumuha ng mga elemento na makatiis ng mga posibleng pagbaba ng presyon. Ang pamantayan na ito ay maaaring kalkulahin ng isang espesyal na nilikha formula. Upang kalkulahin ang index ng presyon ng epekto sa pagkakaroon ng isang seksyon ng hugis-parihaba o parisukat, kinakailangan upang gamitin ang mga formula na idinisenyo para sa isang tukoy na hugis ng seksyon.
Panoorin din ang video kung paano makagawa ng mga hugis na tubo.



















